

全国服务热线
13503801616
全国服务热线
13503801616
新闻资讯
News
力矩电动机生产厂家浸漆工序作业指导书
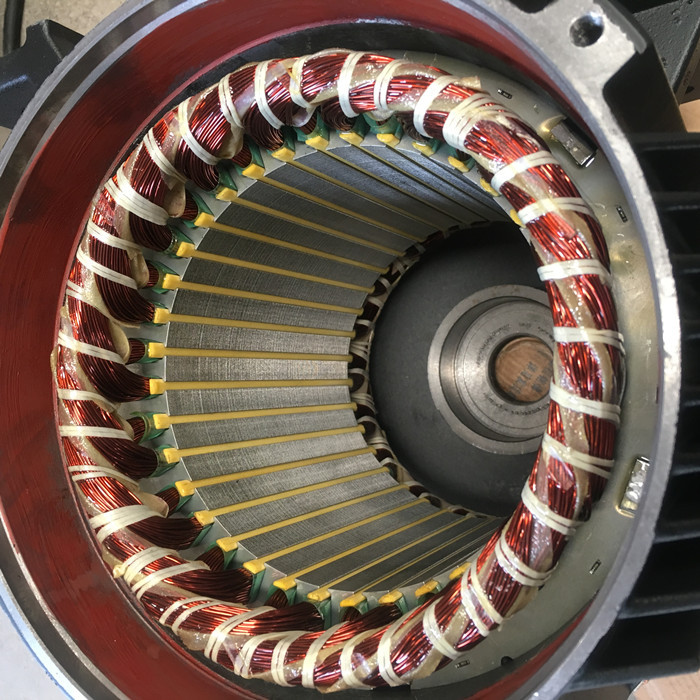
本工艺适用于力矩电机生产厂家的的浸漆工序作业。
1、浸漆前的准备
2.1浸漆人员根据技术图纸要求,到仓库领取各类元器件及材料,并仔细核对其产品名称、规格型号和数量,确认其产品的一致性无误后,在领料单上签字。
3、浸漆工艺流程:
3.1浸漆前,力矩电机线包必须预热,其目的是驱除绝缘中的潮气和挥发物,并利于绝缘漆的渗透与流动.漆的粘度选择应适当,浸漆时,希望漆渗透到绕组内部,因此要求漆的流动性好一些,故漆的粘度应较低,一般可取22~26s(20℃、4号粘度计);由于漆温对粘度影响很大,所以一般规定以20℃为基准,故测量粘度时应根据漆的温度作适当调整。
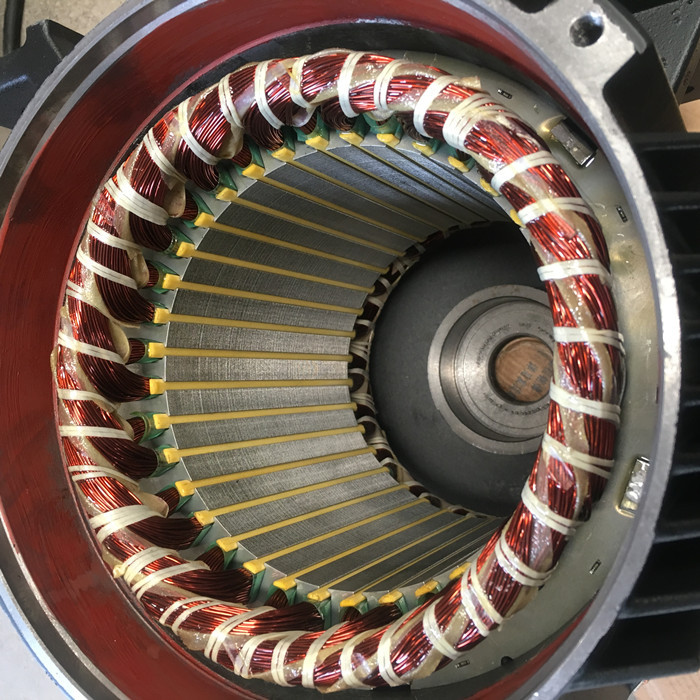
3.2将检验合格的白柸工件放入浸漆设备中,一般大的力矩马达定子线包***多放置30个,小的力矩电机定子线包***多可以放置60个,应依据具体情况而定。
3.3先设定预烘温度和时间,温度一般在120℃,时间一般控制在1-2小时。然后开风机,开加热器。预烘结束后,关加热器,然后将白柸冷却处理,当冷却温度至50℃-60℃时,关风机。
3.4浸漆:启动真空泵,真空去湿处理,同时绝缘漆浸罐,当真空度达到在-0.08~-0.095Mpa时,保持半小时。然后真空烘干罐的真空泵因达到规定真空度将自动停止。在浸漆过程中,要通过观察窗观察漆面,漆面必须超过工件3-5cm为宜。
3.5回漆处理。启动储漆罐真空泵,至真空度为-0.08Mpa。然后停真空泵。待抽干为至
3.6沥漆:室温条件下,一般时间控制在40-60分钟。
3.8回余漆: 启动溶剂罐真空泵,至真空度为-0.08Mpa,然后停真空泵。回干为至。
3.9清洗。开阀门,待清洗剂下降至下界线,然后关阀门,清洗3-10分钟。
3.10回清洗剂:启动真空泵,至真空度为-0.08Mpa,然后停真空泵。同时要确保清洗剂回到***初的上界线。
3.11干燥:开阀门,开风机,延时10分钟,开加热器。升温至设定温度120℃,保温3个小时。
4.处理完后的检验
定子浸漆处理后,表面应无残余发粘漆瘤、气泡、起皱、脱皮及伤裂等现象,刮漆时,应注意不要刮伤绕组。另外操作工应用兆欧表对处理完工后的定子进行绝缘电阻的测量,此时测得的绝缘电阻应不小于50MΩ。
5具体按下表一要求执行.

返回顶部
